

|
一、零件信息 |
|||
|
|
|||
|
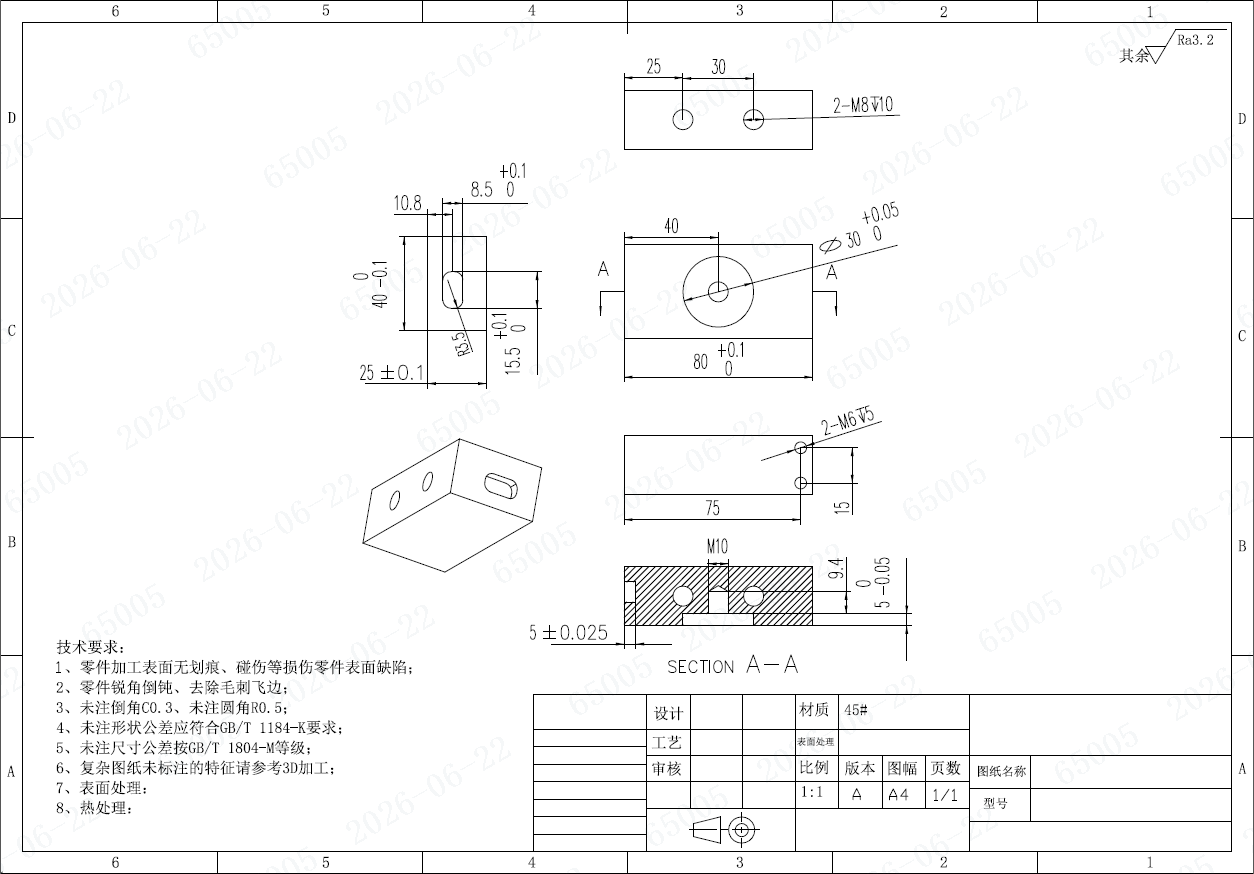
材质 |
45#合金钢 |
零件尺寸 |
80*40*25 |
|
核心特征 |
长宽高、精孔、槽、螺纹孔 |
表面粗糙度 |
Ra3.2 |
|
表面处理 |
无 |
数量 |
1件 |
|
工艺路线 |
准备材料 → 柔性线 CNC 正面加工 → 柔性线 CNC 侧面加工 → CNC 反面加工 → 后处理 | ||
|
二、工艺分析 |
||
|
1、准备材料 |
||
|
加工项目 |
45#合金钢 85*45*30 |
 |
|
介绍 |
预留加工余量:长度 5、宽度 5、高度 5;预留余量用于消除表面氧化皮、原材料平面翘曲缺陷;规避精加工余量不足、尺寸超差风险;规整毛坯外形,适配自动化产线上料定位基准。 | |
| 2、CNC正面-柔性智能产线 | ||
| 加工项目 | 正面全加工 |  |
| 介绍 |
此步骤为加工顶面、外形、精孔、螺纹底孔。 由柔性智能产线进行自动化加工,选用标准铣刀、定点钻、钻头,无需使用定制刀具。 |
|
| 3、CNC侧面-柔性智能产线 | ||
| 加工项目 | 侧面全加工 |  |
| 介绍 |
此步骤为加工侧面螺纹底孔、槽。 依托柔性智能产线自动流转,减少多次拆装找正时间,规避反复装夹带来的尺寸偏差。 |
|
| 4、CNC反面 | ||
| 加工项目 | 反面全加工 |  |
| 介绍 | 此步骤将零件总厚度加工至成品尺寸。 | |
| 5、后处理 | ||
| 加工项目 | 攻牙+去毛刺+清洗 |  |
| 介绍 | 此步骤将所有螺纹孔攻丝成型。再清除孔口加工和棱边加工所产生的毛刺,清洗切削油污,并涂抹防锈油,避免毛刺划伤装配面和生锈。 | |
| 三、成本结构 | |||
| 成本项 | 金额(元/件) | 构成明细 | 成本差异原因 |
| 原材料费 | 6 | 体积*密度*原材料单价(元/kg) | 原材料价格会受钢材行情浮动影响,报价随原材料市价动态调整。 |
| CNC加工费 | 75 | 工程时间(工艺/编程费用+准备工时费用)+加工时间(孔加工、铣加工) |
1、加工工时单价会受设备配置、地域、订单批量、图纸精度要求浮动; 2、该零件为规则多面体,适配自动化柔性生产线,使用通用平口钳装夹、无需定制专用工装。程序标准化大幅缩减换型调机工时、缩短人工反复找正工时,加工效率和成本优于传统的零散加工。 |
| 后处理费 | 4 | 攻牙+去毛刺+清洗 |
1、该工序为必备项,不可盲目缩减; 2、随数量提升后,成本被摊薄,单件的后处理费用会同步下降。 |
| 合计成本 | 原材料费6元 + CNC加工费75元 + 后处理费4元 = 85元 | ||
| 四、数量折扣 | ||||
| 数量 | 1件 | 5件 | 20件 | 51件 |
| 成本 | 85元 | 72.25元 | 61.2元 | 60.35元 |
| 折扣 | 0 | 15% | 28% | 29% |



 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心